

僗儕僢僾丒僗僥僀僢僋偲僆乕僶乕儔儞
僣乕儖偺僆乕僶乕儔儞
儃儖僩/僫僢僩偺掲寢媄弍偱嵟傕廳梫側栚昗偲偝傟傞偺偼丄偳偺傛偆偵偟偰惓妋側僩儖僋偱丄偦偺僩儖僋偑嵞尰偝傟偰儃儖僩僕儑僀儞僩偑掲傔晅偗傜傟偰偄傞偐偲偄偆偙偲偱偡丅
偙偺栚昗偺嵟戝偺忈奞偲側傞偺偑姷惈偱偡丅丂夞揮懱偼夞揮傪懕偗傛偆偲偟傑偡偑丄偦偺夞揮懱偑掆巭偡傞偨傔偵偼掆巭帪娫偑昁梫偱偁傝丄偦偺帪娫偼夞揮懱偺僄僱儖僊乕検偵傛傝寛掕偝傟傑偡丅丂偙偺掆巭帪娫偑僆乕僶乕儔儞検偵側傝丄偙傟偑僩儖僋偺僶儔晅偒偵側傝僆乕僶乕儘乕僪偺尨場偲側傝傑偡丅
夞揮懱偺僄僱儖僊乕検偼
Erot 亖丂俰 仏 ω2/2
J 亖 倣 仏 倓2 (夞揮懱偺姷惈儌乕儊儞僩)
偁傞偄偼
Erot = 倣 * 倓2 * ω2/2
Erot丗丂夞揮僄僱儖僊乕
J丂丗丂姷惈儌乕儊儞僩
ω 丗丂妏懍搙
倣 丗丂幙検
倓 丗丂儘乕僞乕捈宎
岞幃偐傜丄夞揮僄僱儖僊乕偼幙検丄儘乕僞乕捈宎偺擇忔丄妏懍搙偺擇忔偵斾椺偡傞偙偲偑傢偐傝傑偡丅丂偮傑傝丄掲晅僣乕儖偺嬱摦憰抲偼丄寉偔丄儘乕僞乕捈宎偑彫偝偄傕偺偑棟憐揑偲側傝傑偡丅
堦曽丄妏懍搙偼僄僱儖僊乕検偵擇忔偱峷專偟偰偄傑偡丅丂偮傑傝丄偱偒傞偩偗妏懍搙乮夞揮悢乯抶偔偡傞偲夞揮僄僱儖僊乕傕彫偝偔偱偒傑偡丅
尰嵼偼惢憿帪娫傪偱偒傞偩偗抁弅偡傞偨傔偵僣乕僗僥僢僾掲傔晅偗偑堦斒揑偵嵦梡偝傟偰偄傑偡丅丂堦抜栚傪憗偄夞揮偱梊旛掲傔晅偗丄偦偺屻抁偄掆巭帪娫屻丄抶偄夞揮偱栚昗僩儖僋傑偱掲傔晅偗傞曽朄偱偡丅丂揔愗側掲傔晅偗傪峴偆偨傔偵偼丄堦抜栚偺僆乕僶乕儔儞検傪惓偟偔敾掕偟丄堦抜栚偺愗傝懼偊栚昗僩儖僋傪揔愗偵愝掕偝傟側偗傟偽側傝傑偣傫丅
儌乕僞乕僞僀僾

|
乮Motor 1乯
僒乕儃儌乕僞乕 嵟戝僩儖僋丂1000俶倣丄嵟戝懍搙150rpm 190丂mm丂X丂190丂mm丂妏宆僴僂僕儞僌 儘乕僞乕捈宎丂120丂倣倣 |

|
乮Motor丂2乯
僒乕儃僗僺儞僪儖 嵟戝僩儖僋丂400Nm丄嵟戝懍搙300rpm 捈宎丂80mm丂娵宆僴僂僕儞僌 儘乕僞乕捈宎丂50mm |

|
(Motor 3)
僒乕儃僗僺儞僪儖 嵟戝僩儖僋丂200Nm丄嵟戝懍搙丂500丂侾/min 捈宎丂55mm丂娵宆僴僂僕儞僌 儘乕僞乕捈宎丂30mm 丂 |
乮俵倧倲倧倰丂2)傪巊梡偟偰丄揟宆揑側僆乕僶乕儔儞偺幚尡寁應僩儖僋/僇乕僽偱偡丅
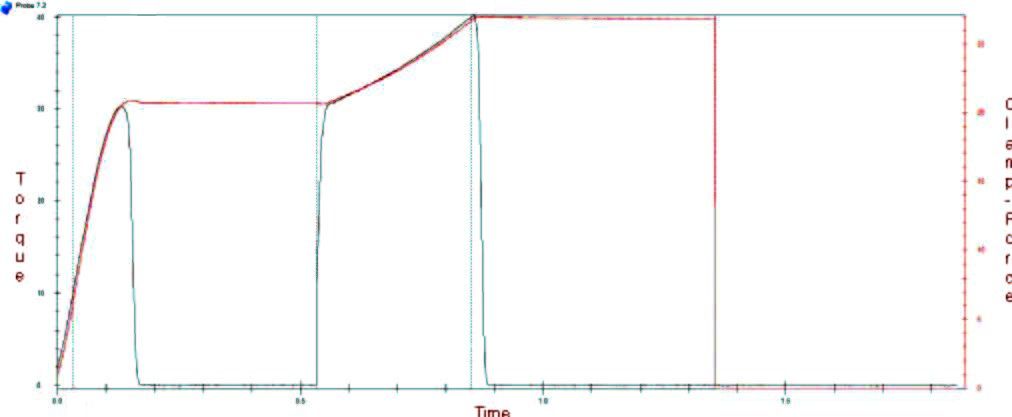
儌乕僞乕偺僒乕儃儗僊儏儗乕僞乕傪僆僼偵偟僽儗乕僉僔僗僥儉傪柍岠偵愝掕偟丄僽儗乕僉椡偼掲晅偱忋徃偡傞僩儖僋偲僊傾儃僢僋僗偺杸嶤掞峈偩偗偵憰抲偼愝掕偝傟偰偄傑偡丅丂
堦抜栚偺掲傔晅偗偼200倰倫倣栚昗僩儖僋偼10俶倣丄掆巭帪娫0.5昩丄偦偺屻丄懍搙20rpm栚昗僩儖僋40俶倣偵愝掕偝傟偰偄傑偡丅
寢壥
堦抜栚掲傔晅偗偺僆乕僶乕儔儞検偼丄30.3俶倣偲300亾埲忋丄擇抜栚偼40.23俶倣偲栚昗僩儖僋偵懳偟丄嫋梕尷奅撪偺寢壥偵側傝傑偟偨丅丂
偙偺掲傔晅偗偱丄栚昗僩儖僋偑30俶倣偱偁偭偨側傜偽丄堦抜栚偺僆乕僶乕僩儖僋偱廔椆偟偰偟傑偄傑偡丅
堎側偭偨3僞僀僾儌乕僞乕偺僆乕僶乕儔儞偄偮偄偰峫嶡偟傑偡丅 丂
僽儗乕僉僔僗僥儉偼桳岠偵偝傟丄栚昗僩儖僋傕2俶倣偲掅偔愝掕偟丄僇僢僩僆僼帪偺夞揮懍搙傪儌乕僞乕僗儁僢僋偵嬤偔側傞傛偆偵偟偨幚尡偱偡丅
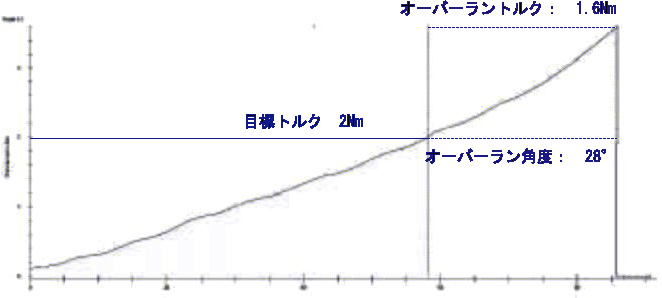
(Motor 1乯傪巊偄丄栚昗僩儖僋2Nm丄掲傔晅偗懍搙150rpm偱掲傔晅偗帪偺僆乕僶乕儔儞検偺應掕僌儔僼
僆乕僶乕僩儖僋検丗丂1.6Nm乮80亾僆乕僶乕僩儖僋乯丂
僆乕僶乕儔儞妏搙28亱
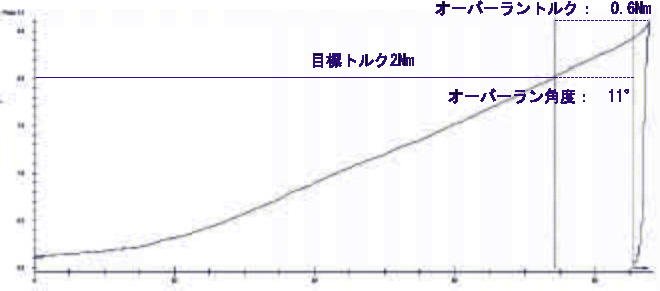
(Motor 2乯傪巊偄丄栚昗僩儖僋2Nm丄掲傔晅偗懍搙200rpm偱掲傔晅偗帪偺僆乕僶乕儔儞検偺應掕僌儔僼
僆乕僶乕僩儖僋検丗丂0.6Nm乮30亾僆乕僶乕僩儖僋乯丂
僆乕僶乕儔儞妏搙11亱
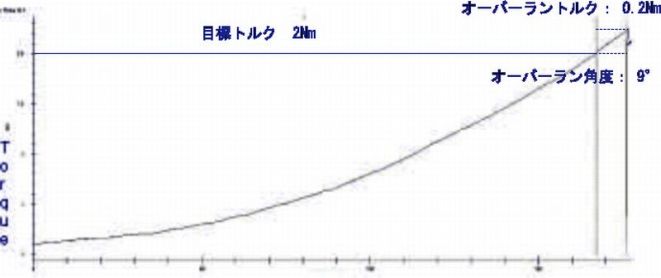
(Motor 3乯傪巊偄丄栚昗僩儖僋2Nm丄掲傔晅偗懍搙200rpm偱掲傔晅偗帪偺僆乕僶乕儔儞検偺應掕僌儔僼
僆乕僶乕僩儖僋検丗丂0.2Nm乮12亾僆乕僶乕僩儖僋乯丂
僆乕僶乕儔儞妏搙9亱
懠曽丄儌乕僞乕偼嵶偄僗僺儞僪儖僞僀僾偲尵傢傟傞掲傔晅偗僪儔僀僽憰抲偑巊傢傟丄嵶偄儌乕僞乕嬱摦幉偵側偭偨偙偲偵傛傝丄僗儕僢僾丒僗僥傿僢僋尰徾偺敪惗偑栤戣偵側偭偰偒傑偡丅
僗儕僢僾丒僗僥僀僢僋尰徾
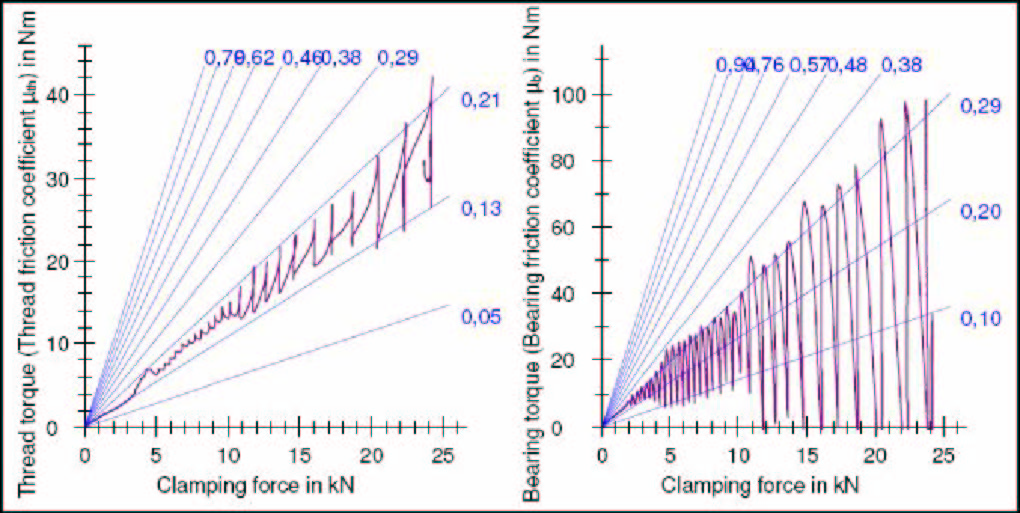 捠忢偺僫僢僩儔儞僫乕偺掲傔晅偗岺掱偱丄掲傔晅偗偑姰慡偵廔椆偡傞慜偵丄僕儑僀儞僩撪偵壗傜偐偺傛傝崅偄杸嶤偑敪惗偟丄岺嬶偺幉偑偦偺憹壛偡傞僩儖僋偵傛傝梊憐埲忋偵偹偠傜傟偨応崌丄儃儖僩傗僫僢僩偑梊掕偟偨僇僢僩僆僼僶儕儏乕埲撪偱偁偭偰傕弖娫揑偵巭傑傞尰徾偑敪惗偟傑偡丅丂
捠忢偺僫僢僩儔儞僫乕偺掲傔晅偗岺掱偱丄掲傔晅偗偑姰慡偵廔椆偡傞慜偵丄僕儑僀儞僩撪偵壗傜偐偺傛傝崅偄杸嶤偑敪惗偟丄岺嬶偺幉偑偦偺憹壛偡傞僩儖僋偵傛傝梊憐埲忋偵偹偠傜傟偨応崌丄儃儖僩傗僫僢僩偑梊掕偟偨僇僢僩僆僼僶儕儏乕埲撪偱偁偭偰傕弖娫揑偵巭傑傞尰徾偑敪惗偟傑偡丅丂
偟偐偟丄儃儖僩丄偁傞偄偼僫僢僩偑巭傑偭偨偲偟偰傕岺嬶偺僔儍僼僩偼夞揮偟懕偗丄僩儖僋偑僽儗乕僋僂僃僀僩儖僋偵払偟偰嵞搙儃儖僩偁傞偄偼僫僢僩偑摦偒巒傔傑偡丅丂偙偺儌乕僞乕僔儍僼僩偺偹偠傟偺僗僾儕儞僌偺傛偆側僷儖僗僄僱儖僊乕偼儃儖僩偁傞偄偼僫僢僩偑摦偔偲弖娫揑偵奐曻偝傟丄儃儖僩偁傞偄偼僫僢僩偼嵞傃巭傑偭偰偟傑偄傑偡丅丂偙偺堦楢偺尰徾偑僣乕儖偺僇僢僩僆僼傑偱楢懕偟偰婲偙傞偺偑乽僗儕僢僾丒僗僥僀僢僋乿尰徾偱偡丅
儌乕僞乕嬱摦幉偺擯傟偵傛傞僗僾儕儞僌椡偑敪惗偡傞応崌偵敪惗偡傞尰徾偱偡偑丄愨懳忦審偲偟偰杸嶤學悢偑μ亖0.2埲忋偱偁傞偙偲偱偡丅
僗儕僢僾丒僗僥僀僢僋尰徾傪杊偖偨傔偵懢偄嬱摦幉偺戝偒偄儌乕僞乕傪巊梡偡傟偽儌乕僞乕幉偺擯傟偑彮側偔敪惗偟傑偣傫偑丄怴偟偄僐乕僥傿儞僌傗怴偟偄儃儖僩/僫僢僩傪帋尡偡傞帪偼丄倁俢俙235亅203偼幚嵺偵慻傒棫偰儔僀儞偱巊梡偝傟傞嵶偄嬱摦幉偺儌乕僞乕偺僫僢僩儔儞僫乕傪巊梡偡傞偙偲傪婯掕偟偰偄傑偡丅
僗儕僢僾丒僗僥傿僢僋尰徾偑幚嵺偺惢憿儔僀儞偱婲偙偟偰偼側傜側偄棟桼
惢憿儔僀儞偱偼丄僙儞僒乕慻傒崬傒偺僫僢僩儔儞僫乕偑巊梡偝傟偰偄傑偡偑丄偦傟偼僺乕僋僩儖僋抣偺傒傪昞帵偟傑偡丅
侾丏丂僩儖僋僐儞僩儘乕儖朄
偙偺掲傔晅偗曽朄偼丄愝掕僩儖僋偱岺嬶偼僔儍僢僩僆僼偝傟傞曽朄偱偡丅丂偟偐偟丄僗儕僢僾丒僗僥傿僢僋尰徾偑敪惗偡傞
偲丄僩儖僋偺僺乕僋抣乮惷揑僩儖僋亖僽儗乕僋傾僂僃僀僩儖僋乯偑愝掕僩儖僋埲忋傪帵偟偰掆巭偟傑偡丅丂偙偺帪揰偱偼丄幉
椡偼栚昗僩儖僋偵偼掱墦偄掲晅偱廔椆偟偰俶俷俲掲傔晅偗偵側傝傑偡丅
俀丏丂傾儞僌儖僐儞僩儘乕儖朄
僗儕僢僾丒僗僥傿僢僋尰徾偑妏搙寁應奐巒僩儖僋埲崀偵敪惗偟偨応崌偼丄妏搙偼惓偟偔寁應偝傟愝掕妏搙傑偱掲傔晅偗
偼恑峴偟傑偡丅丂偟偐偟丄僩儖僋抣偼丄忢偵僩儖僋忋尷抣傛傝崅偔側傝傑偡丅
偟偐偟丄傛傝昿搙偺崅偄偺偼僗儕僢僾丒僗僥僀僢僋尰徾偑妏搙寁應奐巒僩儖僋埲慜偵敪惗偟丄偦傟偵傛傝憗夁偓傞妏搙寁
應偑奐巒偝傟愝掕妏搙傛傝偐側傝彮側偄妏搙傪岆擣偟偰掲傔晅偗偑廔椆偟丄俶俷俲掲晅偵側傝傑偡丅
俁丏丂崀暁揰僐儞僩儘乕儖朄
僩儖僋學悢傪儌僯僞乕偡傞偙偲偱掲傔晅偗惂屼偡傞曽朄偱偡丅丂偦偺偨傔丄僩儖僋偼堦掕偵憹壛偡傞昁梫偑偁傝傑偡丅
偟偐偟丄僗儕僢僾丒僗僥傿僢僋尰徾偑敪惗偡傞偲丄偙偺曽朄偱偼崀暁揰偑惓偟偔擣幆偝傟傑偣傫丅
KRE®Analyse Vertical system
 僆乕僶乕儔儞丄僗儕僢僾丒僗僥傿僢僋尰徾偺専徹傪峴偆偨傔偵偼丄揔愗側儌乕僞乕傗僗僺儞僪儖傪慖掕偟側偗傟偽側傝傑偣傫丅丂専徹偡傞僩儖僋偵懳偟20亅30亾掱搙戝偒偄擻椡偺儌乕僞乕丄偁傞偄偼僗僺儞僪儖偑悇彠偝傟偰偄傑偡丅丂
僆乕僶乕儔儞丄僗儕僢僾丒僗僥傿僢僋尰徾偺専徹傪峴偆偨傔偵偼丄揔愗側儌乕僞乕傗僗僺儞僪儖傪慖掕偟側偗傟偽側傝傑偣傫丅丂専徹偡傞僩儖僋偵懳偟20亅30亾掱搙戝偒偄擻椡偺儌乕僞乕丄偁傞偄偼僗僺儞僪儖偑悇彠偝傟偰偄傑偡丅丂
KRE偑丄偙偺僔僗僥儉偵採嫙偱偒傞僗僺儞僪儖
a)丂嵟戝僩儖僋/懍搙 200Nm/360rpm丟M4-M12(class 12.9)
b)丂嵟戝僩儖僋/懍搙 300Nm/400rpm丟M12-M16(class 10.9)
c)丂嵟戝僩儖僋/懍搙 400Nm/300rpm丟M14-M18(class 8.8)
d)丂嵟戝僩儖僋/懍搙 500Nm/200rpm丟M14-M20(class 8.8)
b) - d)偺僗僺儞僪儖偺捈宎偼摨偠偱偡丅
俛倧倱們倛偺壓婰偺僗僺儞僪儖傕巊梡偱偒傑偡丅
e)丂嵟戝僩儖僋/懍搙 12 Nm/1000rpm丟M4-M6(class 8.8)
f乯丂嵟戝僩儖僋/懍搙 60 Nm/ 530rpm丟M6-M10(class 8.8)
g乯丂嵟戝僩儖僋/懍搙 165 Nm/ 340rpm丟M8-M12(class 12.9)
h乯丂嵟戝僩儖僋/懍搙 460 Nm/ 147rpm丟M12-M18(class10.9)
偙傟傜偺僗僺儞僪儖偼丄KRE®Analyse僷儚乕僷僢僋俵/俶2777丂俹2偱僒乕儃僐儞僩儘乕儖偝傟傑偡丅
僗儕僢僾丒僗僥傿僢僋尰徾偺幚徹帋尡偵偼丄栚昗僩儖僋偵懳偟偱偒傞偩偗彫偝偄僗僺儞僪儖傪慖戰偟傑偡丅